For one, you have the growth of the e-commerce industry, which is backed by industrial facilities such as warehouses and fulfillment centers. The Urban Land Institute projects that 30 percent of all retail shopping will happen online by 2025, which has contributed to a boom in warehouse construction across the United States.
Second, more and more industrial suppliers are starting to launch their own e-commerce sites, making online ordering more and more prevalent, particularly for the MRO market. In fact, Modern Distribution Management reports that 70 percent of industrial distributors are in the process of developing e-commerce solutions.
For these companies, it’s not just a matter of taking catalogs and ordering systems online. They need to do it well. Not only to beat the competition, but to meet established expectations about e-commerce ease and functionality, which have been drilled into nearly everyone on the Internet by their experiences with consumer e-commerce sites such as Amazon (which posted $88.9 billion in revenue in 2014 and recently joined the industrial e-commerce race with AmazonSupply).
What, then, are the criteria for doing industrial e-commerce well? And who is paving the way for best practices?
If you’d like to read up on what we consider the seven critical areas that all e-commerce sites need to attend to — data, search, pricing, photography, filters, content, and remarketing — please download our eBook, “Update Your Online Catalog Already!”
But for a fair assessment of who’s doing industrial e-commerce well and who you should be watching, read on. Below we take a closer look at three leaders in the space that every industrial e-commerce business needs to keep an eye on: AmazonSupply, Fastenal, and Grainger.
AmazonSupply
The genesis of AmazonSupply can be traced back to 2005 when Amazon acquired SmallParts.com, a self-described “hardware store for research and development.” AmazonSupply officially launched in April 2012 and is still in Beta. During that time, it has gone from an initial catalog of 500,000 items to 2.2 million, offering everything from power tools to industrial cleaning supplies.
The ramifications of AmazonSupply are immense. For one, there is the instant Amazon brand recognition. Too, AmazonSupply integrates with other Amazon programs such as Amazon Prime and Amazon Vendor Central, and rather seamlessly adapts the familiar Amazon shopping experience to the online industrial marketplace.
Something new, though, for Amazon is encouraging users to order by phone. Right there, at the top of the site, is a 1-800 number that it will be difficult for anyone to miss. It seems that Amazon research confirms what many already know: A lot of industrial business still happens on the phone.
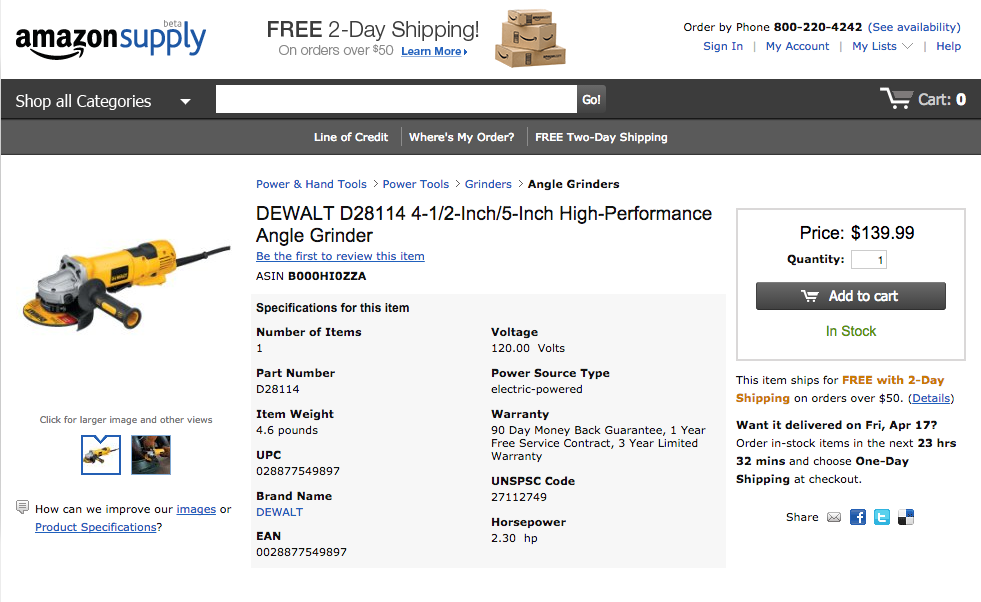
Still in Beta, AmazonSupply continues to work out its kinks. For example, you’ll find the occasional versioned, duplicate listing (e.g., the DeWALT D28114 angle grinder). But the smooth e-commerce experience you’ve come to expect from Amazon is there. And the site makes a point of actively soliciting customer feedback. Links asking for suggestions on how to improve images, product specifications, and product descriptions abound.
SVMICROWAVE RAPID RESPONSE CABLE ASSEMBLUES
SVMicrowave now ships custom cable assemblies. These cables are built to order and ship within 10 days. Orders must be placed on their website using their new interactive application. Credit cards and purchase orders (for existing customers) will be accepted.
SV is has designed a state of the art the new interactive Rapid Response Cable Assembly application which will be accessible from the Product tab on their website. The new program allows you to build a custom RF cable assembly from a variety of standard connector series and three cable types. After specifying the connectors, cable type and length, you will receive the part number, data drawing, technical specifications (including impedance, VSWR and frequency) and pricing. Delay matching is also available.
Grainger
Like Fastenal, Grainger integrates physical storefronts with online sales. It’s been in business since 1927 and has over 700 regional stores in the United States.
In 2013, Grainger posted $9.4 billion in revenues with $3 billion in e-commerce sales — an area the company has been aggressively growing since it launched Grainger.com in 1995. While Grainger undoubtedly has the most developed e-commerce platform of any traditional industrial distributor, its massive inventory (1.2 million items) has already been dwarfed by AmazonSupply (2.2 million items).
When it comes to the e-commerce experience, Grainger does two things really well. For one, it’s simplified its site’s user experience, making everything much more intuitive than say, Fastenal. The same basic features are there (e.g., store locator, search, value-added services) but they are easier to find and interact with.
Second, Grainger is really good at marketing itself and its products. When you visit grainger.com, you don’t just see products — you are presented with Grainger-specific discounts and seasonal promotions. Moreover, if you leave the site without converting, you’ll likely be followed by a series of Grainger remarketing ads. (Side note: Read about the success of Grainger’s Google remarketing program here.)

The Future of Industrial E-Commerce
Despite the massive growth in industrial e-commerce, Internet Retailer estimates that there is still a $1 trillion B2B e-commerce market that remains untapped. That means that there is a staggering level of opportunity in this field, even with giants like AmazonSupply, Fastenal, and Grainger gobbling up market share.
If you have a business that’s already at the industrial e-commerce table or is poised to take a bite out of this enormous pie, we suggest you keep your eye on the three giants mentioned above as they battle over the bulk of online industrial orders, establish industrial e-commerce trends, and help set industrial customer expectations.
But if you’re looking for more specific advice and a few easy tips that can make an immediate impact on your e-commerce bottom line, we encourage you to download our eBook, “Update Your Online Catalog Already!” It outlines the “seven deadly catalog sins” of industrial e-commerce and offers solutions for how to avoid them.




 The
The